
![]() (2.7)
(2.7)
![]() (2.8)
(2.8)
Эпюры, построенные по этим формулам, представлены на рисунке 10.
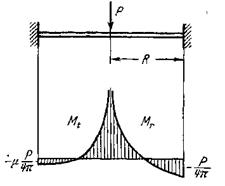
Рисунок 10 – Эпюра моментов Mr и Mt
Как видим, в центре изгибающие моменты обращаются в бесконечность, что является следствием того, что здесь обращается в бесконечность поперечная сила. В центре, таким образом, имеет место, как говорят, неустранимая особенность. В реальных условиях сосредоточенных в точке сил не существует – это лишь схема.
Сила прикладывается по небольшой площадке как на рисунке 11 в зависимости, от величины которой будут возникать большие или меньшие напряжения.
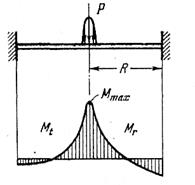
Рисунок 11 – Эпюра моментов Mr и Mt
Прогиб в центре пластины при сосредоточенной силе имеет конечную величину, и схематизация реальных условий приложения сил не вносит здесь противоречий:
![]() (2.9)
(2.9)
Так как при r = R прогиб ω = 0, то
![]() (2.10)
(2.10)
откуда
![]() (2.11)
(2.11)
В центре
![]() (2.12)
(2.12)
где R – радиус нагруженной части пластины, для расчетов мы возьмем наибольшее значение равное 50 миллиметрам,
D – жесткость пластины на изгиб.
Жесткость пластины определяется по формуле 15:
![]() (2.13)
(2.13)
где Е – жесткость металла, для стали она составляет 2∙106 кГц/см2,
h = 2 – толщина пластины,
µ - безразмерный коэффициент пропорциональности, называемый коэффициентом Пуансона.
Для изотропных материалов он не может превышать 0,5.
По формуле 15 определим жесткость пластины:
![]()
Подставив полученные данные в формулу 14, получим максимальную величину прогиба пластины, ωmax, мм:
![]()
Таким образом, пластина при затяжке болта прогнется всего на 0,04 миллиметров, что в свою очередь ни каким образом не повлияет на точность измерений.


