
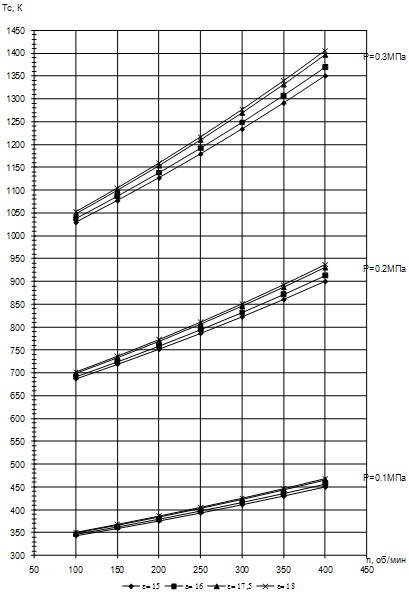
Рисунок 2.2.1 – Зависимость температуры конца сжатия от давления на впуске и числа оборотов коленчатого вала во время пуска двигателя.
Таблица 2.2.2 – Давление и температура конца пуска в зависимости от начального давления, числа оборотов, угла опережения впрыска топлива и угла запаздывания закрытия впускного клапана после НМТ
|
eг= |
17.5 |
|
0.3 |
Т0= |
248 |
К | |
|
nк |
100 |
150 |
200 |
250 |
300 |
350 |
400 |
|
nс |
1.12 |
1.1366667 |
1.1533333 |
1.17 |
1.1866667 |
1.2033333 |
1.22 |
|
P= |
0.1 |
МПа | |||||
|
|
15 |
|
= |
60 |
|
e= |
9.1252166 |
|
P, МПа |
1.0708161 |
1.1110125 |
1.1527177 |
1.1959886 |
1.2408837 |
1.2874641 |
1.3357931 |
|
T, К |
323.35595 |
335.49412 |
348.08793 |
361.15449 |
374.71155 |
388.7775 |
403.37147 |
|
|
10 |
|
= |
40 |
|
e= |
12.951916 |
|
P, МПа |
1.5850998 |
1.6542286 |
1.7263722 |
1.801662 |
1.8802354 |
1.9622355 |
2.0478117 |
|
T, К |
337.23432 |
351.94165 |
367.29039 |
383.30851 |
400.02521 |
417.47096 |
435.67754 |
|
|
7 |
|
= |
36 |
|
e= |
14.350607 |
|
P, МПа |
1.7780224 |
1.8587389 |
1.9431198 |
2.0313312 |
2.1235472 |
2.2199494 |
2.3207281 |
|
T, К |
341.4099 |
356.90882 |
373.11135 |
390.04941 |
407.75641 |
426.26725 |
445.61843 |
|
|
5 |
|
= |
20 |
|
e= |
16.196966 |
|
P, МПа |
2.0361427 |
2.1328752 |
2.2342032 |
2.3403451 |
2.4515295 |
2.5679961 |
2.6899957 |
|
T, К |
346.40466 |
362.86155 |
380.10027 |
398.15796 |
417.07353 |
436.88774 |
457.64328 |
|
|
0 |
|
= |
0 |
|
e= |
17.5 |
|
P, МПа |
2.2204711 |
2.3289621 |
2.442754 |
2.5621056 |
2.6872887 |
2.8185882 |
2.9563029 |
|
T, К |
349.63608 |
366.71911 |
384.63681 |
403.42996 |
423.14133 |
443.81579 |
465.50039 |
|
P= |
0.2 |
МПа | |||||
|
|
15 |
|
= |
60 |
|
e= |
9.1252166 |
|
P, МПа |
2.1416321 |
2.2220249 |
2.3054355 |
2.3919772 |
2.4817674 |
2.5749283 |
2.6715862 |
|
T, К |
646.71191 |
670.98824 |
696.17587 |
722.30899 |
749.42309 |
777.55501 |
806.74295 |
|
|
10 |
|
= |
40 |
|
e= |
12.951916 |
|
P, МПа |
3.1701997 |
3.3084572 |
3.4527443 |
3.6033241 |
3.7604708 |
3.924471 |
4.0956235 |
|
T, К |
674.46864 |
703.8833 |
734.58078 |
766.61703 |
800.05043 |
834.94191 |
871.35507 |
|
|
7 |
|
= |
36 |
|
E= |
14.350607 |
|
P, МПа |
3.5560448 |
3.7174779 |
3.8862395 |
4.0626624 |
4.2470943 |
4.4398989 |
4.6414561 |
|
T, К |
682.81981 |
713.81765 |
746.22269 |
780.09883 |
815.51283 |
852.53451 |
891.23686 |
|
|
5 |
|
= |
20 |
|
e= |
16.196966 |
|
P, МПа |
4.0722855 |
4.2657504 |
4.4684065 |
4.6806902 |
4.9030591 |
5.1359922 |
5.3799914 |
|
T, К |
692.80931 |
725.7231 |
760.20054 |
796.31592 |
834.14707 |
873.77549 |
915.28656 |
|
|
0 |
|
= |
0 |
|
e= |
17.5 |
|
P, МПа |
4.4409422 |
4.6579242 |
4.8855079 |
5.1242112 |
5.3745774 |
5.6371764 |
5.9126058 |
|
T, К |
699.27217 |
733.43823 |
769.27363 |
806.85992 |
846.28267 |
887.63158 |
931.00079 |
|
P= |
0.3 |
МПа | |||||
|
|
15 |
|
= |
60 |
|
e= |
9.1252166 |
|
P, МПа |
3.2124482 |
3.3330374 |
3.4581532 |
3.5879657 |
3.7226512 |
3.8623924 |
4.0073793 |
|
T, К |
970.06786 |
1006.4824 |
1044.2638 |
1083.4635 |
1124.1346 |
1166.3325 |
1210.1144 |
|
|
10 |
|
= |
40 |
|
e= |
12.951916 |
|
P, МПа |
4.7552995 |
4.9626858 |
5.1791165 |
5.4049861 |
5.6407062 |
5.8867065 |
6.1434352 |
|
T, К |
1011.703 |
1055.8249 |
1101.8712 |
1149.9255 |
1200.0756 |
1252.4129 |
1307.0326 |
|
|
7 |
|
= |
36 |
|
e= |
14.350607 |
|
P, МПа |
5.3340672 |
5.5762168 |
5.8293593 |
6.0939936 |
6.3706415 |
6.6598483 |
6.9621842 |
|
T, К |
1024.2297 |
1070.7265 |
1119.334 |
1170.1482 |
1223.2692 |
1278.8018 |
1336.8553 |
|
|
5 |
|
= |
20 |
|
e= |
16.196966 |
|
P, МПа |
6.1084282 |
6.3986257 |
6.7026097 |
7.0210353 |
7.3545886 |
7.7039883 |
8.0699871 |
|
T, К |
1039.214 |
1088.5846 |
1140.3008 |
1194.4739 |
1251.2206 |
1310.6632 |
1372.9298 |
|
|
0 |
|
= |
0 |
|
e= |
17.5 |
|
P, МПа |
6.6614133 |
6.9868864 |
7.3282619 |
7.6863168 |
8.0618661 |
8.4557646 |
8.8689087 |
|
T, К |
1048.9083 |
1100.1573 |
1153.9104 |
1210.2899 |
1269.424 |
1331.4474 |
1396.5012 |
Характеристика существующей производственной базы
В парке принята система централизованного управления производством ТО и ТР. Основная её задача – обеспечение эффективного использования производственных площадей, запасных частей и персонала путём совершенствования организации подготовки и оперативного управления производством. Функционирование про ...
Рамы тележек
Осматривают боковины рам и поперечные балки, проверяют состояние сварных швов, кронштейнов для подвешивания тяговых двигателей, буксовых кронштейнов и поводков, опор и амортизаторов. Особое внимание обращают на те узлы и детали, в которых наиболее часто (для данной серии локомотивов) встречаются по ...
Цех углубленного ремонта
Предназначен для восстановления работоспособности или ресурса изделия. В таблице 3.20 приведено оборудование, применяемое в цеху углубленного ремонта автобусного парка. Таблица 3.20 – Оборудование цеха углубленного ремонта № п/п Инвентарный номер Наименование Модель Количество 1 2400 Станок настоль ...


